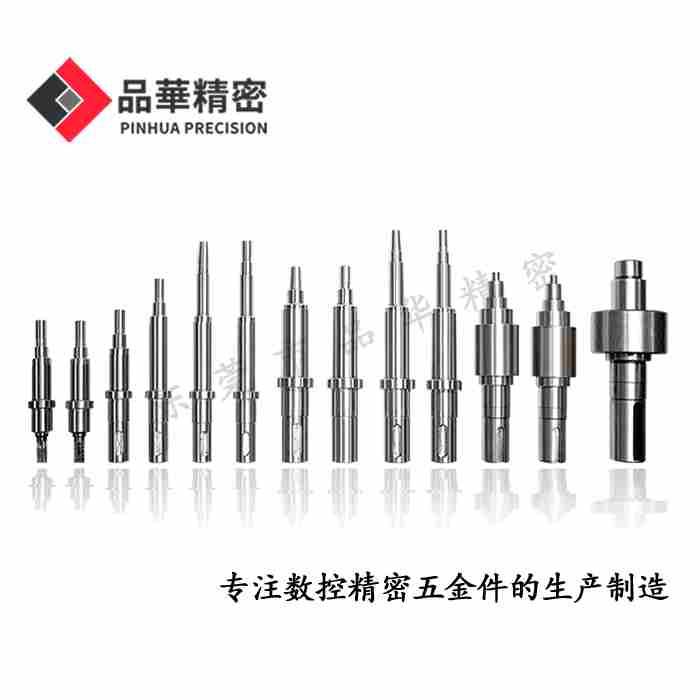
一般而言高壓電動機軸的手工制造期間可劃分成預手工制造和完成手工制造兩大時期。預手工制造具有下料機、調質、平一端和公司孔,需求是帶來達到手工制造規范的素材資源資料,并手工制造的工藝位置基準面值值,以供下一階段驟手工制造。完成手工制造,具有粗車、半精車、精車、磨外圓、銑削鍵槽等。完成手工制造的需求是將素材資源資料手工制造成空間結構制定的形壯和長寬。高壓電動機軸手工制造的基準面值值是兩端漆層的公司孔。公司孔是連接軸銑削、電火花產量和后定子和轉子漆層、繞線高壓無刷高壓無刷電動機集電環漆層銑削的基準面值值。因而,在手工制造期間中,一定確認公司孔免受破損,以確認手工制造期間中各圓柱體面的同軸度規范。同時,公司孔也是高壓無刷高壓無刷電動機后期處理保養的重要要素。品華彩色哥給大家探討認識說一下PCB高頻電路板。家介紹說一下高壓電動機軸產量中的質調節重要點的這里面什么時候。
1-下料控制
常用的下料方法包括弓鋸下料和圓鋸下料。此外,還可以用車刀下料、氣割下料等。弓鋸下料設備簡單,操作方便,加工范圍廣,鋸口小,應用最為廣泛。然而,弓鋸下料效率低,截面容易傾斜。圓鋸有兩種。一種是圓片上有齒,用牙齒切斷金屬。這種下料方法生產率高,端面質量好,但圓鋸片價格昂貴。另一種稱為摩擦鋸,是利用高速旋轉的金屬盤與工件摩擦產生的高溫,局部熔化和切斷工件的金屬。這種下料方法生產率高,成本低,但工作時噪音大,鋸口寬,端面不規則,需要留下較大的加工余量。素材長度的加工余量一般約4——6mm。具體值取決于截面尺寸、端面質量(包括端面與軸的垂直度)和軸的長度。
2-調質控制
調質是指用于提高鋼材綜合力學性能的熱處理工藝。即淬火后高溫回火。其目的是使鋼零件具有良好的強度和韌性,具有較高的強度、良好的韌性、塑性、切削性能等。一些合金鋼或低合金鋼在獲得良好的綜合性能之前必須進行調質,這也可以稱為調質鋼。回火是塑造調節鋼力學性能最重要的過程。各種鋼的力學性能隨回火溫度的變化而變化的曲線,也稱為鋼的回火曲線,可作為選擇回火溫度的依據。對于部分合金調節鋼的高溫回火,應注意防止第二種回火脆性,以確保鋼的使用性能。
3-精加工控制
素材下料后,車平整端到規定的軸向長度。由圓柱孔和圓錐孔又叫中心孔。圓柱孔用于儲存潤滑油,以減少頂部磨損。圓錐孔必須與頂部合作,以承受壓力和固定中心。中心孔是車削、磨削等工藝的定位基準。因此,中心孔應始終保持精確、清潔,并始終保持在軸上。中心孔的質量控制對工件加工的精度和機床壽命影響較大。